该钢筋调直机为下切剪刀式,工作原理如下图所示:
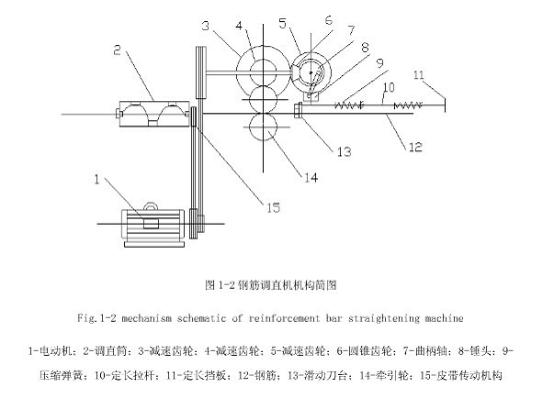
采用一台电动机作总动力装置,电动机轴端安装两个V带轮,分别驱动调直筒、牵引和切断机构。其牵引、切断机构传动如下:电动机启动后,经V带轮带动圆锥齿轮6旋转,通过另一圆锥齿轮使曲柄轴7旋转,在通过减速齿轮3、4、5带动一对同速所向回转齿轮,使牵引轮14转动,牵引钢筋12向前动力。曲柄轮7上的连杆使锤头8上、下运动,调直好的钢筋顶信与滑动刀台13相连的定长挡板11时,挡板带动定长拉杆10将刀台拉到锤头下面,刀台在锤头冲击下将钢筋切断。
切断机构的结构与工作原理如图所示:
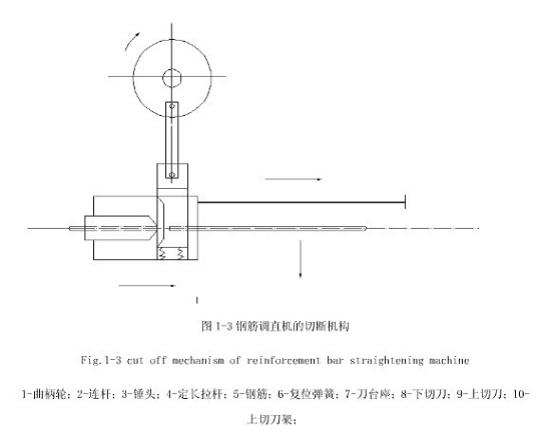
下切刀8固定在刀座台7上,调直后的钢筋从切刀中孔中通过。上切刀9安装在刀架10上,非工作状态时,上刀架被复位弹簧6推至上方,当定长拉杆4将刀台座7拉到锤头3下面时,上刀架受到锤头的冲击向上运动,钢筋在上、下刀片间被切断。在切断钢筋时,切刀有一个下降过程,下降时间一般为0.1s,而钢筋的牵引速度为0.6m/s,因此在切断瞬间,钢筋可有0.6×0.1=0.06m的运动距离,而实际上钢筋在被切断的瞬间是停止运动的,所以造成钢筋在牵引轮中的滑动,使牵引轮受到磨损。因此,调直机的调直速度不宜太快。
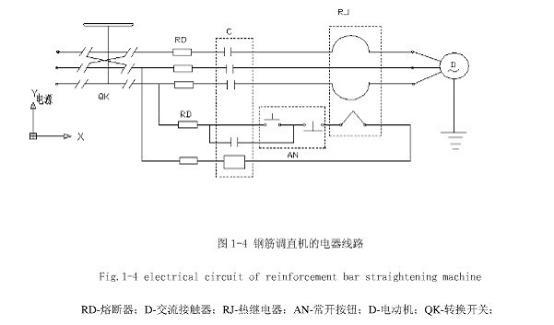
钢筋调直机的电气控制系统图为:
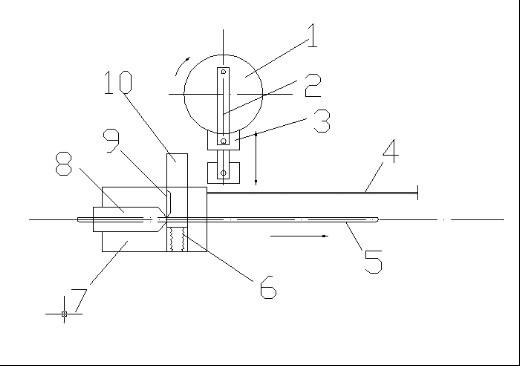
调直机的传动示意展开图:
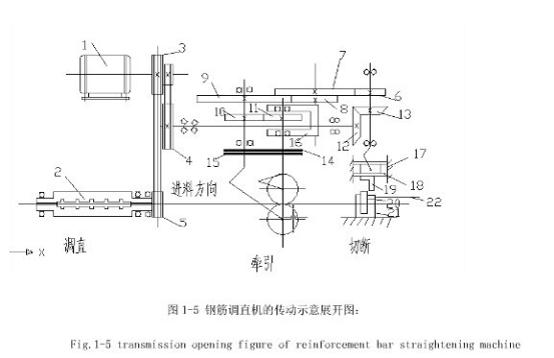
电动机经三角胶带驱动调直筒2旋转,实现钢筋调直。经电动机上的另一胶带轮以及一对锥齿轮带动偏心轴,再经二级齿轮减速,驱动上下压辊14、15等速反向旋转,从而实现钢筋牵引运动。又经过偏心轴和双滑块机械17、18,带动锤头19上下运动,当上切刀20进入锤头下面时即受到锤头敲击,完成钢筋切断。
上压辊14装在框架16上,转动偏心手柄可使框架销作转动,以便根据钢筋直径调整压辊间隙。方刀台21和承受架的拉杆22相连,当钢筋端部顶到拉杆上的定尺板时,将方刀台拉到锤头下面。即可切断钢筋。定尺板在承受架上的位置,可以按切断钢筋所需长度进行调节。